Powder Raw Material Silo Systems
The Cornerstones of Detergent Production
At Volde, we ensure the safe and effective management of raw materials with our specially designed Soda and Sulfate Silo and Conveying Systems for detergent production facilities. These systems are designed to optimize the management of soda and sulfate powders, which are critical in industrial detergent production, and to enhance process efficiency.
For the effective use of critical raw material powders such as soda and sulfate in production processes, a safe and efficient storage and conveying system is necessary. This system regulates the continuity of production processes and material flow, thereby increasing overall operational efficiency.


Safe Storage, Effective Conveying
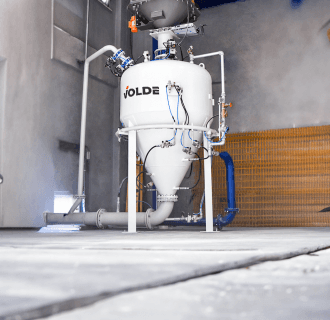
Three 150 m³ capacity weighing silos can be filled either via silo trucks or, in cases of supply issues, using the FREEBAG big bag unloading system. Each silo, equipped with the DENSPLUS dense phase conveying system, ensures the transfer of 30 tons of soda and 36 tons of sulfate per hour to the daily silos. All these processes are managed automatically through our SCADA system, guaranteeing operational efficiency and the accurate use of raw materials.

Soda and Sulfate Management for Strong Solutions
At Volde, we ensure high efficiency and excellent product quality in detergent production processes with our soda and sulfate silo and conveying system. This system not only enhances performance in industrial processes but also optimizes all aspects of raw material management and usage.